MicroFab高精度雙噴頭反應(yīng)性噴墨(RIJ)在3D打印高活性有機(jī)硅中的應(yīng)用
加拿大麥克馬斯特大學(xué)機(jī)械與生物醫(yī)學(xué)工程教授Ravi Selvaganapathy團(tuán)隊(duì)開(kāi)發(fā)了一種基于使用MicroFab Inkjet技術(shù)的雙噴頭高精度制備高活性有機(jī)硅的反應(yīng)性噴墨打印(Reactive Inkjet Printing,簡(jiǎn)稱(chēng)RIJ)方法,該方法可實(shí)現(xiàn)不間斷、精準(zhǔn)按需啟停的穩(wěn)定打印,所用油墨的高反應(yīng)性能夠在無(wú)接觸、無(wú)支撐情況下按需打印高縱橫比結(jié)構(gòu),擴(kuò)大了3D打印材料(如硅樹(shù)脂、環(huán)氧樹(shù)脂和生物材料)的范圍。
正文
傳統(tǒng)3D打印技術(shù)開(kāi)發(fā)的材料僅集中在熱塑性聚合物和金屬上,不適用于更廣泛的工業(yè)聚合物材料,如有機(jī)硅和環(huán)氧樹(shù)脂:它們有兩種或兩種以上的活性成分,通過(guò)混合引發(fā)化學(xué)反應(yīng)而聚合。最簡(jiǎn)單的聚合方法是直接混合進(jìn)行化學(xué)反應(yīng),但這種預(yù)聚物極易堵塞噴頭影響打印。本次研究中,開(kāi)發(fā)了一種基于噴墨的打印方法,使用MicroFab Inkjet噴墨打印技術(shù),以及MicroFab的雙噴頭,同時(shí)產(chǎn)生反應(yīng)性成分的液滴,在自由空間中融合和混合它們,并沉積這些固化液滴,從而形成3D結(jié)構(gòu)。示意圖如圖1所示。
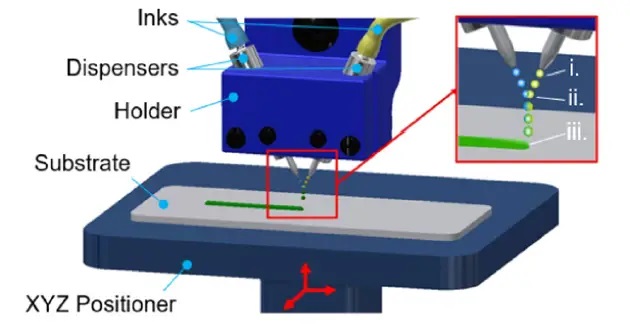
▲ 圖1 反應(yīng)性噴墨打印示意圖;(i)兩種組分液滴獨(dú)立并同時(shí)噴射,(ii)液滴在噴頭外自由空間由于其運(yùn)動(dòng)軌跡交叉而合并,(iii)聚結(jié)液滴以圖案形式沉積在移動(dòng)基板上。
通過(guò)液滴運(yùn)動(dòng)及其聚結(jié)的高速成像(圖2a)觀(guān)察了打印過(guò)程的動(dòng)力學(xué),周期性脈沖觸發(fā)含有戊二醛交聯(lián)劑(左)和硅酮基(右)的壓電點(diǎn)膠器,產(chǎn)生直徑(分別為32µm和42µm)和速度(分別為1.07m/s和0.93m/s)幾乎相同的液滴,以抵消合并液滴中產(chǎn)生的任何水平動(dòng)量,并增加合并過(guò)程的穩(wěn)健性。兩種反應(yīng)性組分的適當(dāng)混合對(duì)于提供均勻的結(jié)構(gòu)至關(guān)重要。
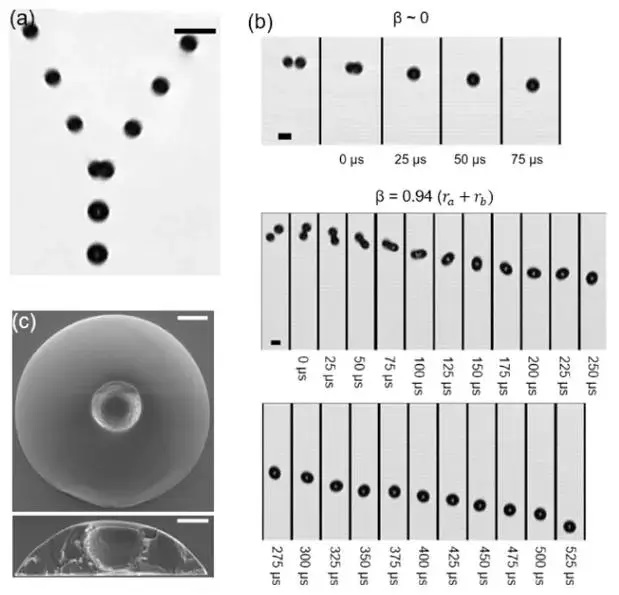
▲ 圖2 a)戊二醛溶液(左)與DMS-A11(右)在自由空間(比例尺=100µm)內(nèi)的碰撞聚合。b)根據(jù)β參數(shù)表征方法(比例尺=50µm)。c)PDMS水滴的頂部側(cè)面和截面。兩幅圖對(duì)應(yīng)兩個(gè)不同的液滴(比例尺=20µm)。
兩種反應(yīng)性組分的適當(dāng)混合對(duì)于提供均勻的結(jié)構(gòu)至關(guān)重要,通過(guò)調(diào)整沉積參數(shù),可以獲得各種1D和2D結(jié)構(gòu),打印結(jié)果的形狀和結(jié)構(gòu)取決于基材的表面能、連續(xù)液滴之間的時(shí)間和距離,如圖3中線(xiàn)狀圖案的沉積所示。通過(guò)固定液滴尺寸(123µm)和噴射(沉積)頻率(50Hz)來(lái)控制液滴沉積在基板上的位置,同時(shí)改變打印基板相對(duì)于打印頭的移動(dòng)速度(進(jìn)料速度)在80mm/min和500mm/min之間,當(dāng)間距減小到略低于接觸直徑時(shí),液滴相互融合形成一條連續(xù)、光滑、均勻的線(xiàn),這是獲得可復(fù)制結(jié)構(gòu)的最佳打印條件(圖3b中)。
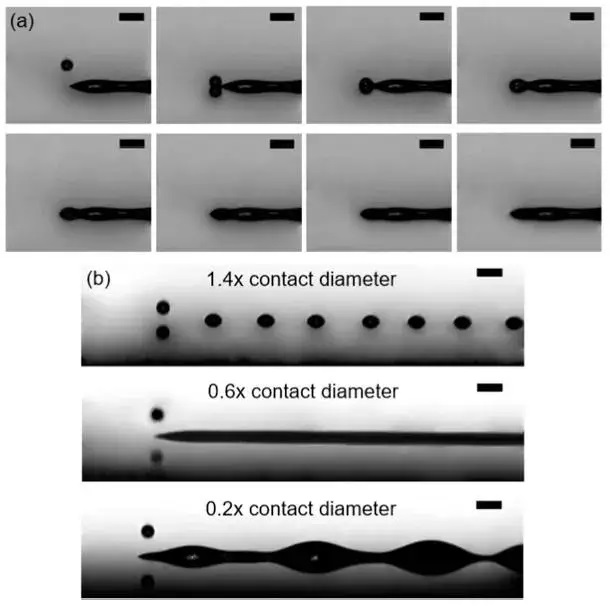
▲ 圖3 a)一條連續(xù)線(xiàn)的形成。每0.1ms連續(xù)拍攝一次快照(比尺=100µm)。b)玻璃表面沉積液滴之間不同間距的打印線(xiàn),沉積間距為167µm,相當(dāng)于液滴接觸直徑的1.4倍(上),沉積間距73µm(接觸直徑的0.6)(中間),沉積間距28µm(接觸直徑的0.2)(底部)(比例尺=100µm)。
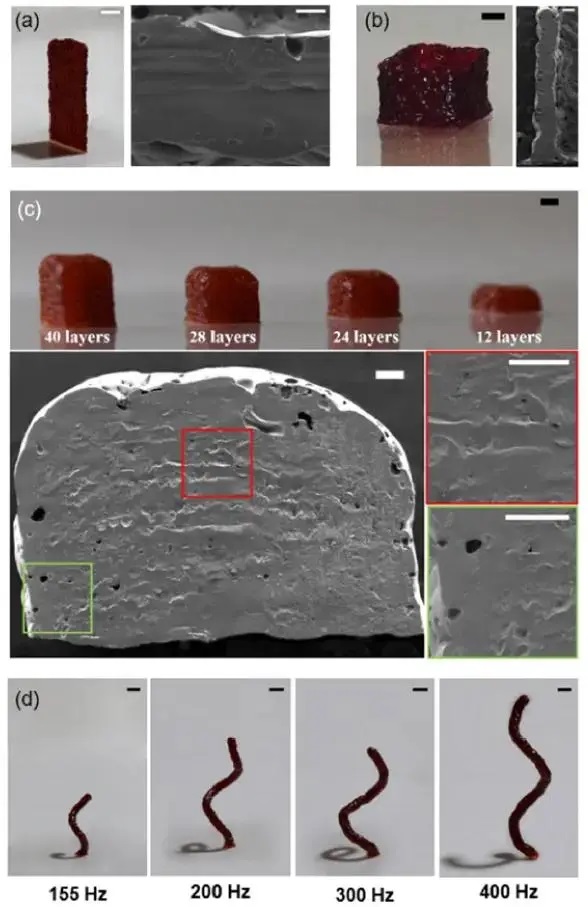
▲ 圖4 PDMS的可打印形狀。a)1560層高縱橫比墻體圖像(~330µm厚)(比例尺=5mm) (a,左),墻體水平截面SEM圖像(比例尺=100µm)(a,右)。b)200層框架(約290µm厚)(比例尺=1mm)(b,左)。框架的垂直截面(比例尺= 200µm)(b,右)。c)不同高度的長(zhǎng)方體(比例尺=1mm)(c,頂部)。不同位置孔隙大小不同的填充盒截面(比例尺=200µm) (c,底部)。d)無(wú)支撐材料的不同頻率印刷的螺旋彈簧(比例尺=2mm)。
盡管液滴產(chǎn)生、自由空間合并和沉積的過(guò)程可能看起來(lái)相當(dāng)脆弱,但這是一個(gè)令人驚訝的穩(wěn)健和穩(wěn)定的過(guò)程。如圖4a所示,在沒(méi)有使用任何支撐材料的情況下垂直打印薄壁,共1560層,高17mm±0.5mm,寬9.5mm±0.2mm,厚330µm±20µm。該打印3D結(jié)構(gòu)的寬高比(AR)大于50。如圖4b所示,在7分鐘內(nèi)可打印完成一個(gè)由200層組成的盒子,沿X、Y、Z方向打印出的框架尺寸分別為4.14×4.0×2.43mm,垂直切割的框架截面,其厚度為290µm±20µm,其整個(gè)高度厚度非常均勻,實(shí)驗(yàn)結(jié)果表明,反應(yīng)性噴墨對(duì)于生產(chǎn)具有光滑側(cè)壁的高大均勻的高縱橫比3D結(jié)構(gòu)是非常有發(fā)展的。
不僅可以打印框架,還可以使用如圖4c所示的適當(dāng)?shù)墓ぞ呗窂?D打印立方體或長(zhǎng)方體等填充形狀[2],其中一系列具有相同基礎(chǔ)尺寸2.94mm×2.84mm和不同高度的長(zhǎng)方體被打印出來(lái)。為了展示反應(yīng)性噴墨打印的特點(diǎn),打印了一個(gè)螺旋微線(xiàn)圈形狀(圖4d),其中每個(gè)打印的液滴僅部分重疊于之前打印的底層結(jié)構(gòu)。由于反應(yīng)速度快,液滴在撞擊后立即凝固,待形成的結(jié)構(gòu)不需要支撐就從基體上生長(zhǎng)出來(lái)。同樣,液滴的噴射頻率可以決定155Hz、200Hz、300Hz和400Hz頻率下產(chǎn)生的繞組線(xiàn)圈線(xiàn)的直徑,分別產(chǎn)生1.05mm、1.10mm、1.27mm和1.43mm的線(xiàn)徑。
結(jié)語(yǔ)
本研究所開(kāi)發(fā)的3D噴墨打印方法允許制造由交聯(lián)劑和硅酮基組成的PDMS的低粘度和高化學(xué)反應(yīng)性組分制成的復(fù)雜形狀。兩種組分的液滴同時(shí)噴射,在噴頭外的自由空間混合反應(yīng),避免了噴頭的堵塞。該系統(tǒng)可按需工作,并可在數(shù)小時(shí)內(nèi)穩(wěn)定連續(xù)運(yùn)行。由于反應(yīng)性材料可以單滴的形式沉積,因此任何可編程形狀的高分辨率打印都是可能的,高縱橫比結(jié)構(gòu)可以在不使用支撐材料的情況下以非常小的厚度制造,使用孔徑較小的噴頭可以提高分辨率,為用化學(xué)反應(yīng)性材料(如硅樹(shù)脂、環(huán)氧樹(shù)脂和生物材料)制造3D結(jié)構(gòu)提供了新的可能。
參考文獻(xiàn):
[1] Śliwiak M, Bui R, Brook M A, et al. 3D printing of highly reactive silicones using inkjet type droplet ejection and free space droplet merging and reaction[J]. Additive Manufacturing, 2021, 46: 102099.
[2] Duineveld P C. The stability of ink-jet printed lines of liquid with zero receding contact angle on a homogeneous substrate[J]. Journal of Fluid Mechanics, 2003, 477: 175-200.

- MicroFab Inkjet噴墨打印技術(shù)在助力無(wú)損抗炎新突破中的應(yīng)用
- 噴墨打印技術(shù)在制備藥物-聚合物復(fù)合顆粒用于浮動(dòng)給藥系統(tǒng)中的應(yīng)用
- 噴墨打印技術(shù)在打造新柔性腦機(jī)接口實(shí)現(xiàn)高精度神經(jīng)信號(hào)采集中的應(yīng)用
- 通過(guò)墨水循環(huán)改善生物噴墨打印中的細(xì)胞分布均勻性
- MicroFab高精度雙噴頭反應(yīng)性噴墨(RIJ)在3D打印高活性有機(jī)硅中的應(yīng)用
- BIONOVA X 3D生物打印機(jī)在復(fù)雜構(gòu)建中的應(yīng)用之微結(jié)構(gòu)模型
- BIONOVA X 3D生物打印機(jī)在構(gòu)建中的應(yīng)用之血管模型
- BIONOVA X 3D生物打印機(jī)在構(gòu)建中的應(yīng)用之生長(zhǎng)因子釋放模型
- FDA新政下微流控和類(lèi)器官技術(shù)工坊預(yù)告及招展通知
- FDA宣布逐步取消動(dòng)物實(shí)驗(yàn),加速類(lèi)器官替代進(jìn)程
- CELLINK網(wǎng)絡(luò)研討會(huì):3D生物打印技術(shù)如何用于癌癥研究
- 網(wǎng)絡(luò)研討會(huì)預(yù)告:芯片組織與3D打印構(gòu)建仿生體外模型
- 國(guó)內(nèi)首臺(tái)商業(yè)化體積打印裝備——OrganSEC成功發(fā)布
- 凈信旗下雷萌生物代表ibidi為壽宇峰博士頒發(fā)論文獎(jiǎng)
- 祝賀進(jìn)科馳安獲TissueLabs3D生物打印機(jī)全國(guó)總代
- CELLINK開(kāi)放生物打印BIO ONE應(yīng)用及技術(shù)說(shuō)明下載通道